1 / 5


Our technical solutions serve various industrial sectors where pure water is essential. We engage in sectors including petrochemical, mining, lithium extraction, semiconductor, and seawater desalinization. Our systems also support steam boilers, food & beverages, painting lines, hospitals, and textile industries.
Applied in civil use for hotels and resorts, providing essential fresh water supply through R.O. technology to meet increasing water demands in expanding areas.


Water quality directly influences livestock growth. Reverse osmosis technology effectively reduces harmful substances from wells or rivers. For municipalities, we provide scalable solutions for sustainable wastewater treatment and reusable material recovery.

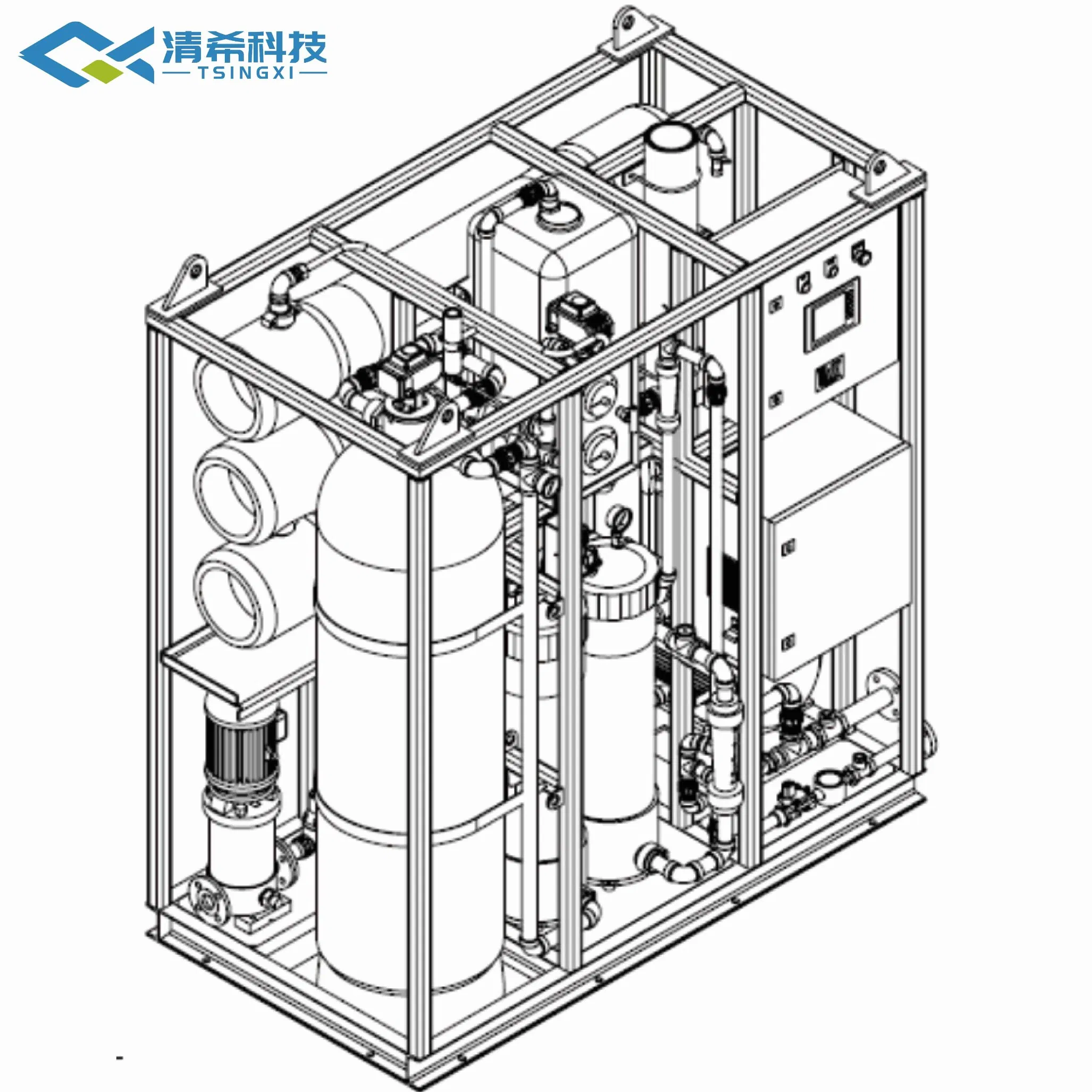
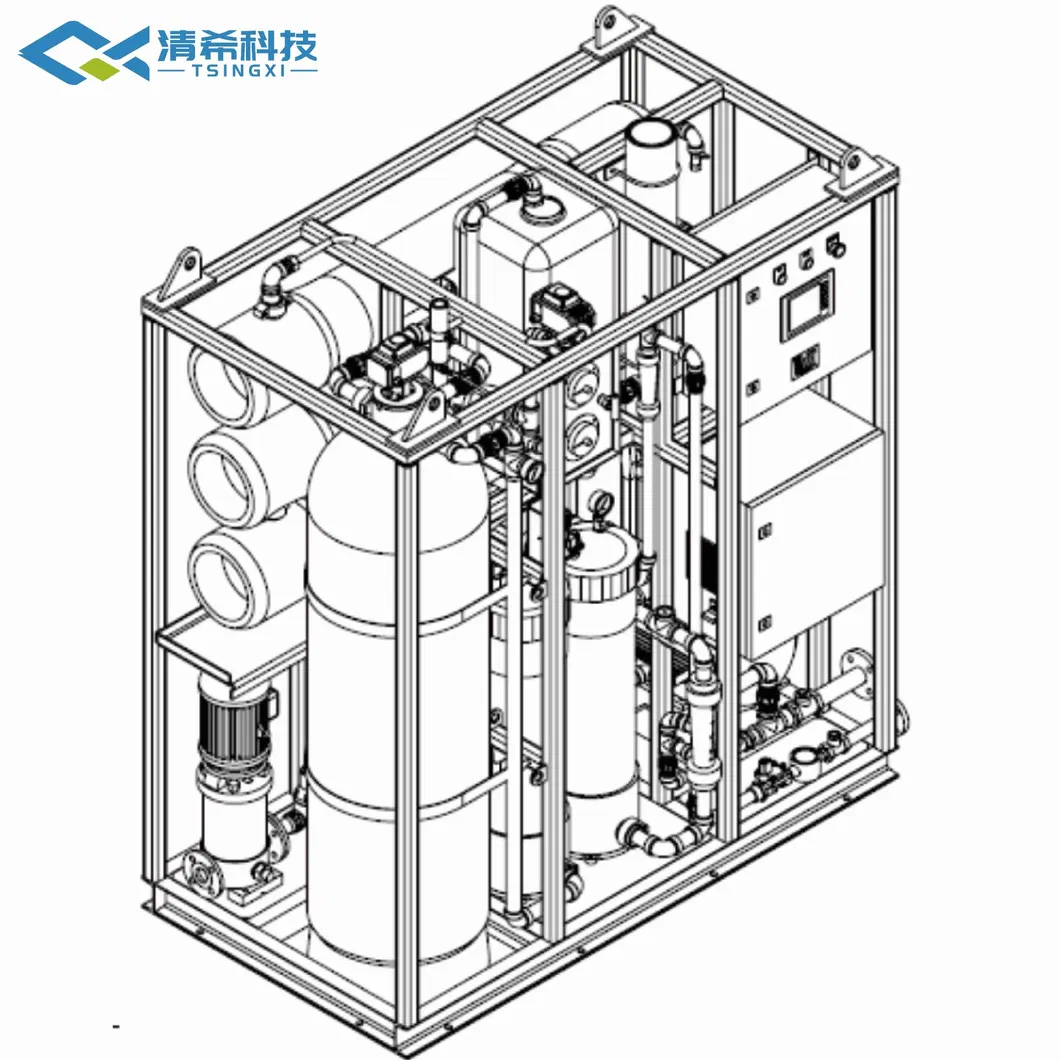
| Model Parameter | Type 1 | Type 2 | Type Z |
|---|---|---|---|
| Feed Water TDS | ≤45000mg/L | ≤500mg/L | ≤45000mg/L |
| Feed Pressure | 0-4bar | 0-4bar | 0-4bar |
| Product Water TDS | ≤500mg/L | ≤150mg/L | ≤150mg/L |
| Capacity (m³/day) | 20-240 | 15-180 | 15-300 |
| Gross Weight | 1230-7500kg | 260-950kg | 1550-10500kg |
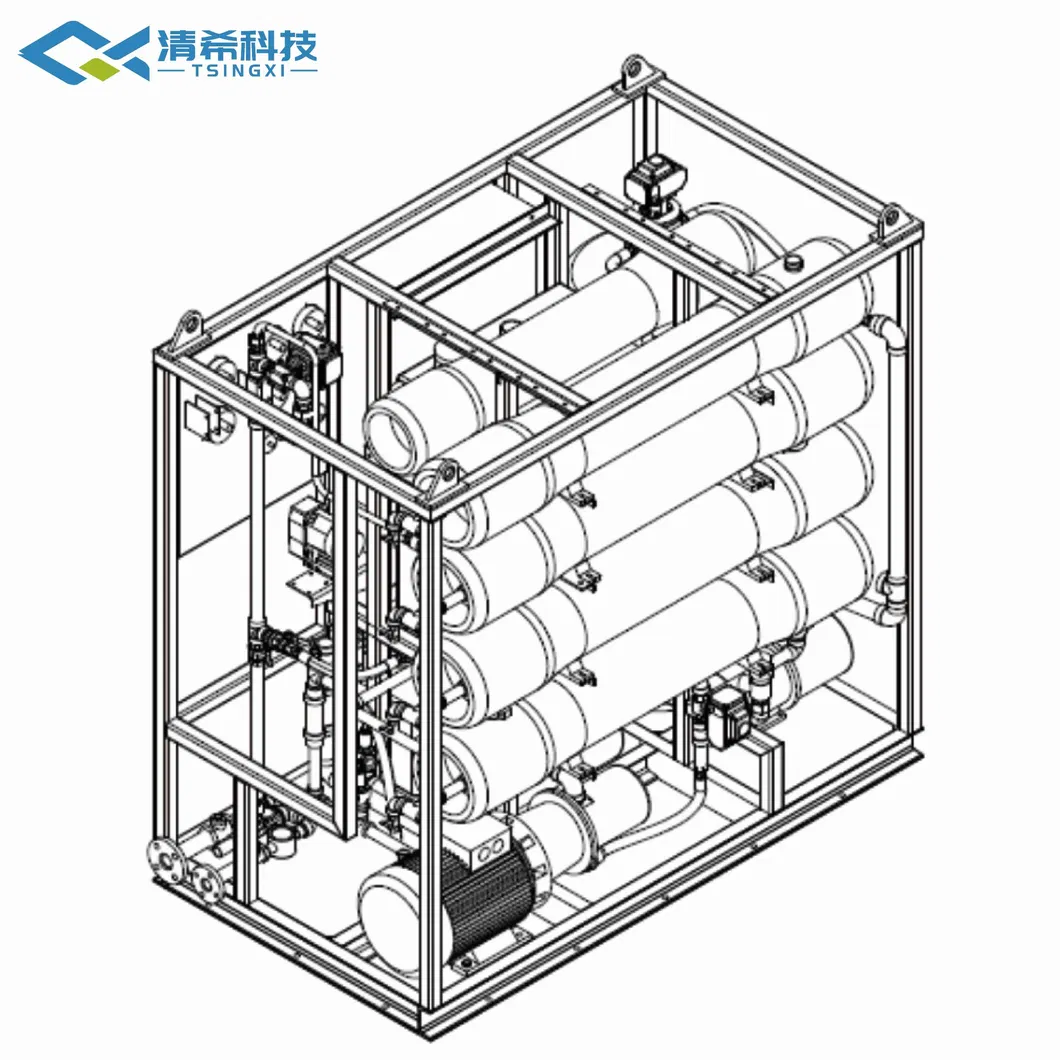
Our revolutionary TFN membrane technology meets the extraordinary requirements for electronic-grade ultra-pure water, achieving excellent rejection of salt, boron, and TOC. For the petrochemical industry, our acid-resistant and high-pressure devices achieve wastewater concentration up to 40 times, enabling Zero Liquid Discharge (ZLD).


Our high-tech company focuses on Thin Film Nanocomposite (TFN) technology as the core for seawater desalination, ultra-pure water, and material separation equipment.



We operate 3 R&D bases and 3 automatic production lines for membrane sheets, elements, and system assembly. Our team consists of over 80 engineers and specialists serving clients globally across Asia, Middle East, Americas, and Europe.