1 / 5
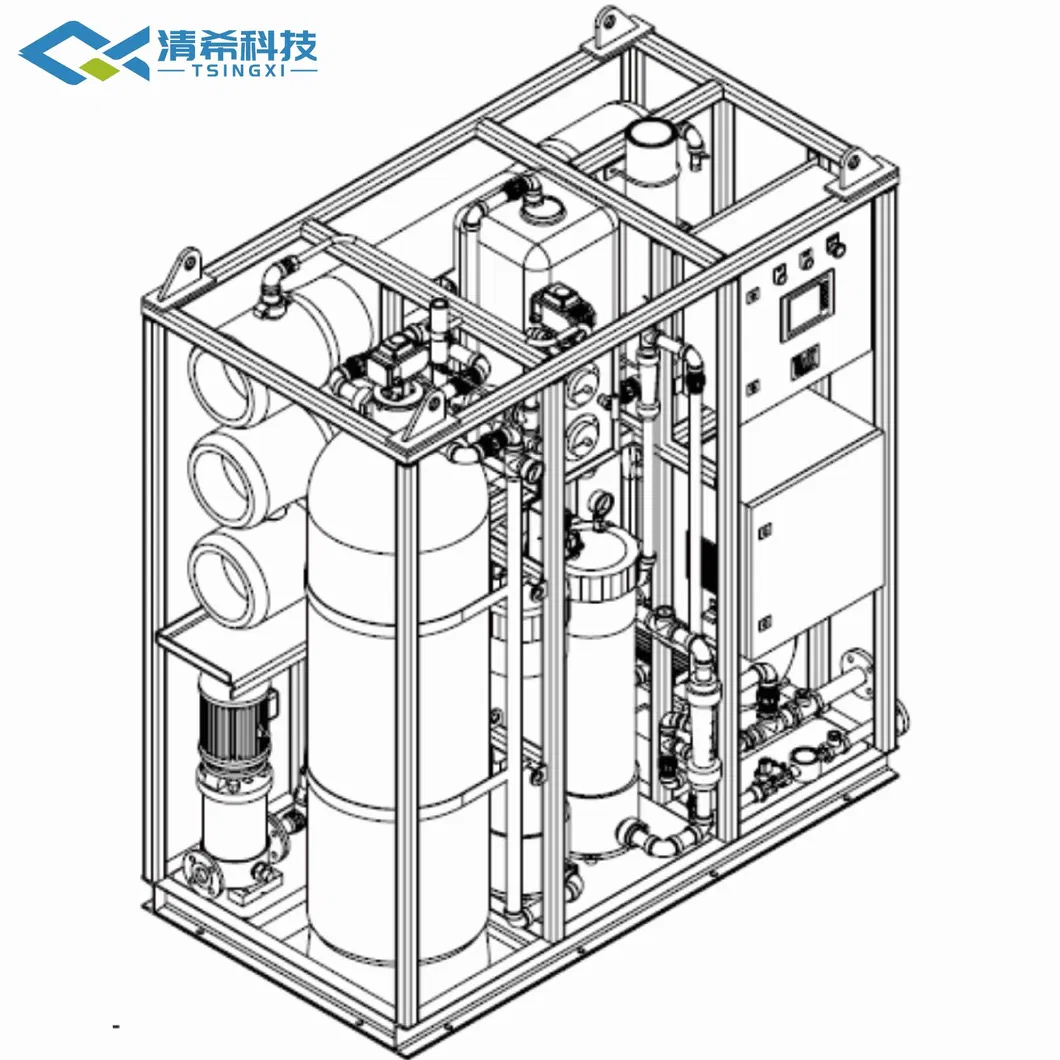
| Model NO. | Compact RO system | Usage | Seawater Desalination |
|---|---|---|---|
| Treatment Type | Reverse Osmosis System | Feed Water Type | High Salinity Water <45000ppm |
| Recovery Rate | Over 60% | Membrane Technology | Thin Film Nanocomposite(Tfn) |
| Warranty | 12 Months | HS Code | 8421219990 |
| Package Size | 200.00cm * 100.00cm * 150.00cm | Package Gross Weight | 1000.000kg |

Valuable experience in providing technical solutions to the industrial sector where absolutely pure water is needed for various industrial processes, waste water treatment and reuse, and resource recycling.
Wide experience in desalination technology applied for civil use in hotels and touristic resorts. Fresh water supply is essential for infrastructures; R.O. sea water or brackish water desalination offers an efficient alternative to cover increasing water demands.


Water quality is essential to guarantee animal fitness (cattle, chickens, sheep, pigs) and achieve optimal performance. Reverse osmosis technology effectively reduces negative effects of dissolved solids and pathogens from wells or superficial sources.
Innovative and scalable solutions for efficient and sustainable treatment of wastewater and effluents. Our portfolio supports municipalities in meeting strict health and environmental standards through sanitation technologies and recovery of reusable materials.


Key Features:
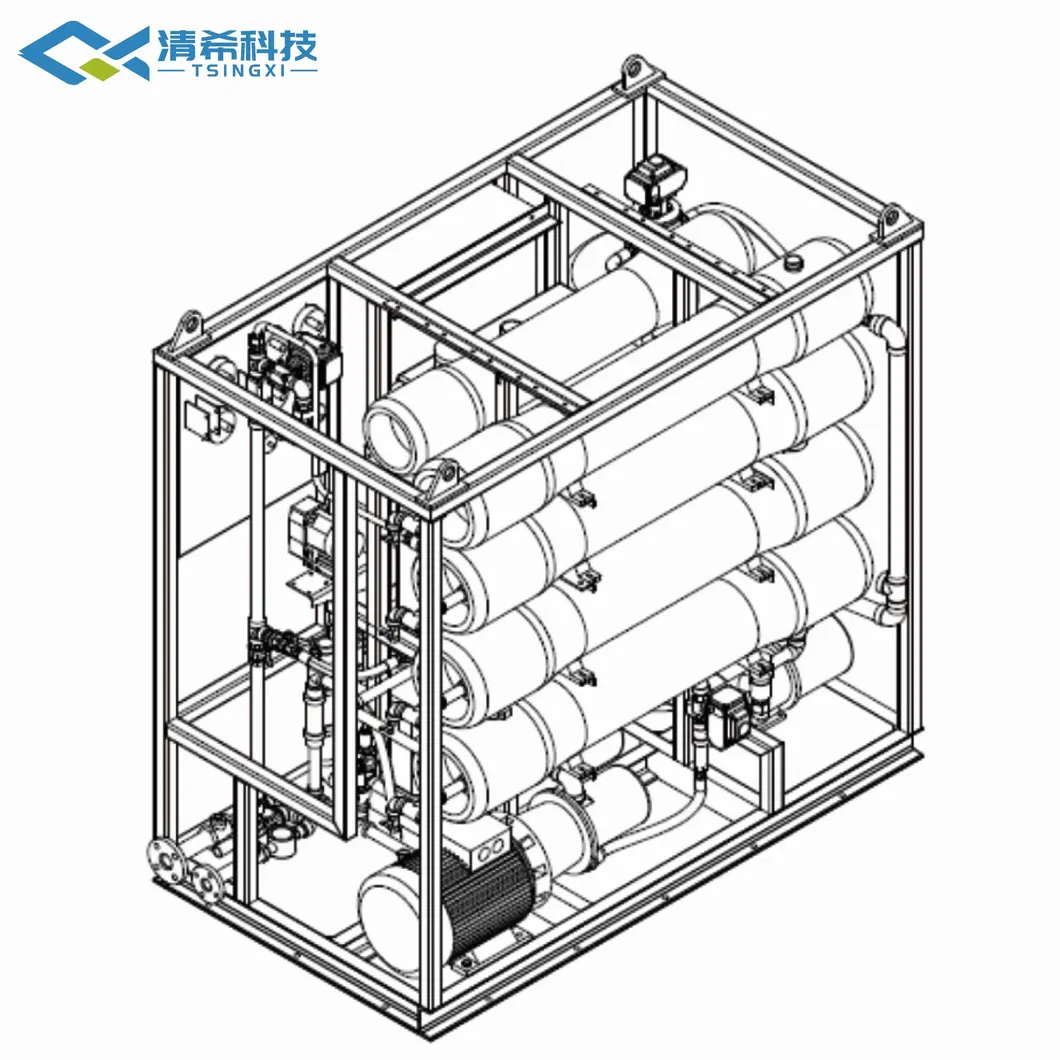
| Parameter | FST-1 | FST-2 | FST-Z |
|---|---|---|---|
| Feed water | Seawater TDS≤45000mg/L | 1st pass water TDS≤500mg/L | Seawater TDS≤45000mg/L |
| Feed pressure | 0-4bar (-2ºC~40ºC) | 0-4bar (0ºC~40ºC) | 0-4bar (-2ºC~40ºC) |
| Production water | TDS≤500mg/L | TDS≤150mg/L | TDS≤150mg/L |
| Capacity | 20-240m³/day | 15-180m³/day | 15-300m³/day |
| Gross weight | 1230-7500kg | 260-950kg | 1550-10500kg |

Utilizing revolutionary TFN membrane technology, our solutions show excellent rejection performance of salt, boron, and TOC. System production meets the rigorous water requirements of the semiconductor industry.
Tailor-made TFN acid-resistant and high-pressure devices achieve wastewater concentration up to 40 times. This significantly reduces energy consumption for subsequent evaporation and crystallization.


Innovative nanofiltration membranes with precise molecular weight cutting solve conventional evaporation problems. Retention rate of humic acid separation is as high as 90% with concentration rates over 25%.
We operate multiple R&D bases and distributor networks globally, supported by over 80 engineers and experts. Our facilities include automatic production lines for membrane sheets, rolling elements, and equipment assembly.