High-efficiency, customizable production units built with top-grade components to meet strict food safety standards.



Namibia's dairy sector operates in a uniquely demanding environment. Characterized by arid conditions, water scarcity, and vast geographic distances between raw milk farms in regions such as Otjozondjupa and Omaheke, and final consumption centers like Windhoek, Swakopmund, and Walvis Bay. These challenges present serious hurdles for dairy processing and preservation. To prevent microbial spoilage and meet local standards, setting up efficient dairy pasteurization and homogenization systems is key.
Historically, Namibia imported most of its processed dairy products from neighboring countries. However, aligning with the Harambee Prosperity Plan and national agricultural strategies to secure local food production, regional investors and dairy cooperatives are increasingly building local processing facilities. Because of the hot climate, raw milk can spoil quickly. This makes pasteurization lines necessary to extend product shelf life while keeping nutritional value and taste intact.
For Namibia's dairy sector, energy efficiency and water recycling are critical parameters for manufacturing plants. Conventional pasteurization units can consume significant amounts of cooling water and energy. CarniTe Machinery Co., Ltd. builds pasteurization lines featuring modern plate heat exchangers (PHE) with heat recovery rates up to 92-95%. This reduces the demand on local electrical grids and boilers.
Furthermore, our systems use closed-loop water circulation networks. Instead of letting cooling water go to waste, it is fed back into the processing circuit or reused for pre-heating and clean-in-place (CIP) tasks. This feature is particularly useful for Namibian dairy operators aiming to cut operating costs and protect local water resources.
Ideal for local farms, research centers, and small-scale operations scaling up dairy processing capacities in Southern Africa.



Advanced thermal and control engineering designed to guarantee food safety and product consistency.
Equipped with Siemens PLC and intuitive HMI panels, our systems monitor temperatures constantly. If the pasteurization temperature drops below the set limit, an automatic divert valve routes the milk back to the balance tank, preventing under-pasteurized milk from passing forward.
Utilizes multi-section plate heat exchangers to pre-heat cold raw milk using the thermal energy of hot pasteurized milk. This process cuts energy demand, reducing the boiler workload and cooling cycle requirements in high-temperature environments.
All parts in contact with product are made from SUS316 stainless steel, minimizing corrosion risks from acidic dairy formulations like yogurt or juices. Acid-resistant EPDM/NBR gaskets are standard, and inner pipe surfaces are mirror-polished.
Thermal Energy Recovery Rate
Premium Sanitary Grade Steel
High Temperature Control Precision
Global Export Destinations
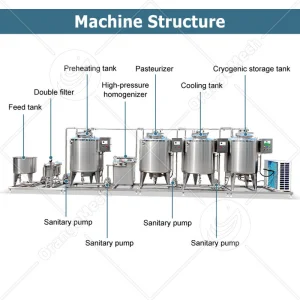
Setting up a functional dairy plant requires more than just a pasteurizer. A complete processing line links various critical steps, including cooling, clarification, homogenization, degassing, pasteurization, and packaging. CarniTe Machinery Co., Ltd. provides comprehensive engineering layouts, calculating pipe dimensions, pressure drops, and pump capacities to ensure a steady, hygienic flow throughout the process.
For operations aiming to produce long-life products, integrating an Ultra-High Temperature (UHT) sterilization unit with aseptic filling systems is highly effective. UHT processing heats the milk to 135°C–140°C for 2 to 4 seconds in a closed loop, destroying thermophilic spores. The resulting milk can be stored without refrigeration for up to six months, making it easier to distribute products across Namibia’s vast distances and remote areas.
Yogurt and cultured milk products (such as traditional "Omaere") represent a growing segment in the Namibian market. After pasteurization and homogenization, the milk must be cooled to the specific inoculation temperature (usually 42°C to 45°C) and transferred to fermentation tanks. Our processing lines feature specialized insulated fermentation vessels equipped with low-speed agitators to handle curd development gently. This maintains correct product viscosity and prevents whey separation, ensuring a smooth, high-quality final product.
Maintaining food hygiene standards is essential. Manual cleaning of modern processing equipment is impractical and introduces risks of contamination. Our lines feature automated CIP units, which clean the interior surfaces of pipes, valves, heat exchangers, and tanks without dismantling. These systems cycle through pre-rinsing, caustic washing, intermediate rinsing, acid washing, and sanitizing. They also monitor concentration, temperature, and cycle duration to ensure consistent cleaning results.
Our comprehensive range of heavy-duty pasteurization and sterilization machinery for global deployment.


Your partner in advanced food and dairy processing automation worldwide.
Dongguan CarniTe Machinery Co., Ltd. is a professional manufacturer specializing in fruit and vegetable processing equipment and integrated industrial food processing solutions. The company focuses on the research, development, production, and global supply of advanced processing lines for fruits, vegetables, and related food products. With strong engineering capability and industry experience, CarniTe Machinery delivers turnkey solutions that ensure efficient, hygienic, and scalable food production.
Core systems include washing, sorting, peeling, cutting, juicing, pulping, blanching, freezing, drying, and packaging lines, widely applied in food factories, beverage plants, and agricultural processing industries. The company is committed to improving production efficiency, reducing labor costs, and maintaining consistent product quality through automation and intelligent control technologies.
Dongguan CarniTe Machinery Co., Ltd. maintains strict quality standards and complies with international manufacturing requirements. It provides OEM and ODM customization services tailored to different capacities and production needs. By combining innovation, reliability, and customer-focused engineering, the company continues expanding into Asia, Europe, the Middle East, and Africa, aiming to become a trusted global partner in food processing automation.
The company also invests heavily in research and development, continuously upgrading processing technology, improving energy efficiency, and enhancing equipment stability, while providing comprehensive after-sales support, installation guidance, and technical training to ensure long-term operational success for global customers in diverse food manufacturing environments.












Importing and installing heavy industrial machinery in Namibia requires compliance with regional safety and regulatory standards. All dairy equipment manufactured by CarniTe Machinery is built to comply with HACCP principles, ISO 9001:2015 quality standards, and European CE directives. For Southern African installations, we ensure compatibility with SABS (South African Bureau of Standards) requirements where applicable, as they are widely referenced in Namibia.
To ensure long-term performance, we offer full support packages, including:
Common questions regarding the procurement, logistics, installation, and operation of dairy processing systems in Namibia.
Contact our engineering consultants to receive customized layouts, technical calculations, and competitive pricing for your project in Namibia.
Send Inquiry Now